




產品詳情
 產品總述
產品總述 圖文說明
圖文說明 技術參數
技術參數 基本配置
基本配置 可選配置
可選配置
產品詳情
- 總述
- 圖文
- 參數
- 標配
- 選配
-
 產品概述
產品概述美泰M934-1巴氏硬度計,又稱巴克爾硬度計,基于機械壓入測量原理,智能化設計可方便快捷的現場檢測材料硬度。M934-1單支架型數顯巴氏硬度計是我公司最新設計研發的一種壓痕式硬度計。設有支架旋轉定位裝置,極大的提高了測量過程中儀器的穩定性,檢測精度高;數字化顯示屏帶給技術人員更好的測量體驗,創新設計實現了免拆卸硬度值校準,可實現一鍵式校準;硬度計設計小巧輕便,可單手操作。被廣泛的應用于鋁型材加工行業和玻璃鋼等硬塑料制造行業,能夠滿足國內外大多數玻璃鋼等硬塑料生產加工環節的硬度測量需求,是提高生產合格率、節約成本必備的專業檢測儀器。
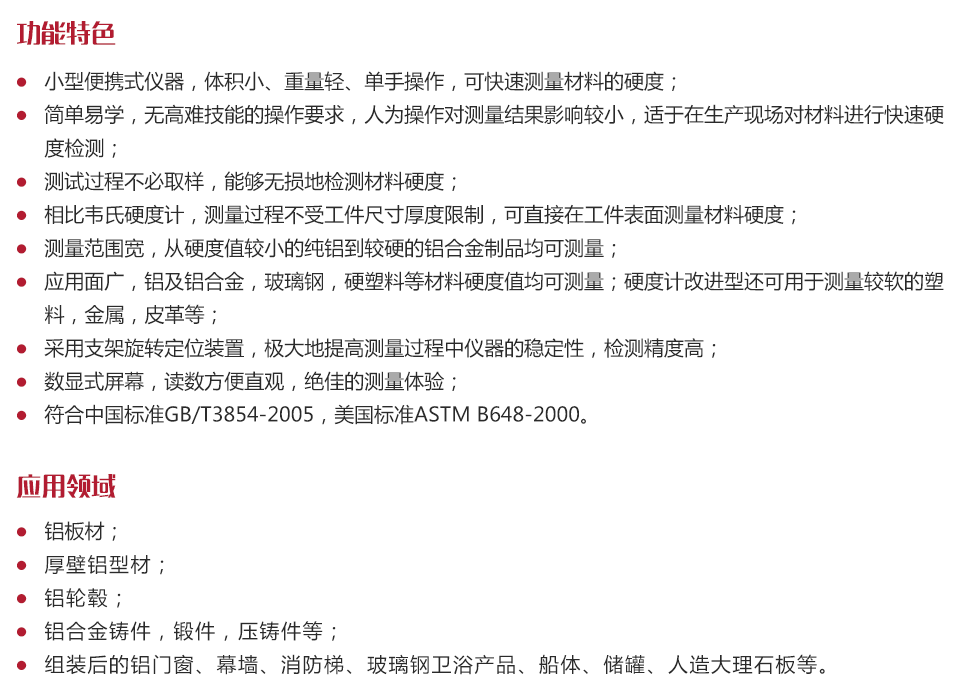
功能用途鋁板材;
厚壁鋁型材;
鋁輪轂;
鋁合金鑄件,鍛件,壓鑄件等;
組裝后的鋁門窗、幕墻、消防梯、玻璃鋼衛浴產品、船體、儲罐、人造大理石板等。
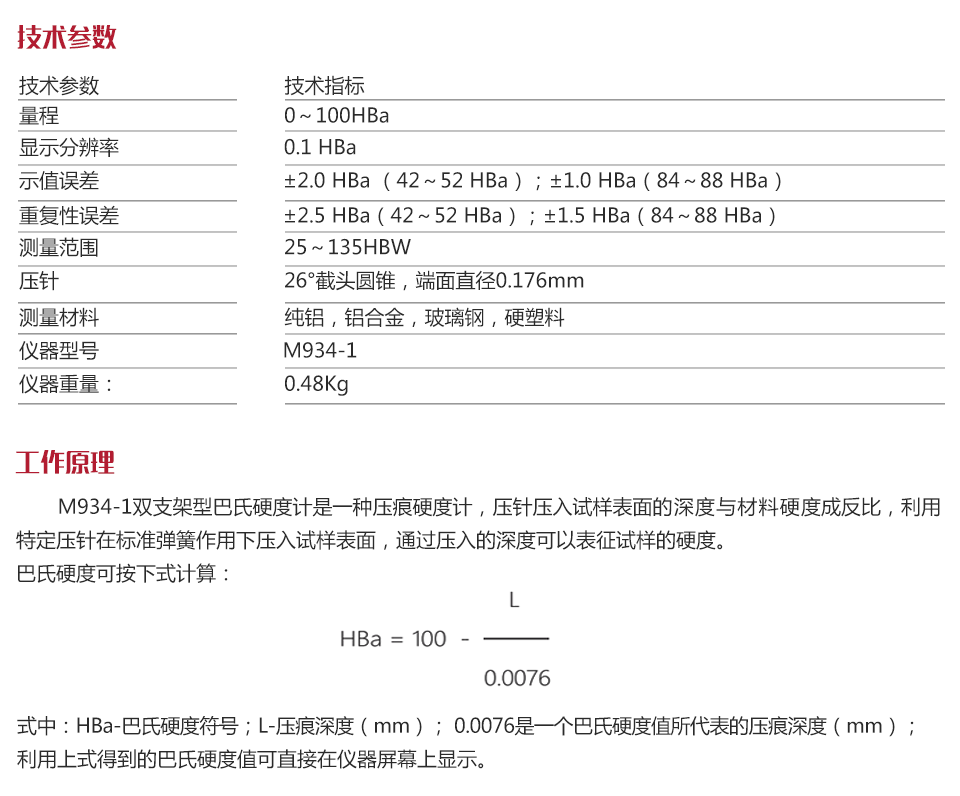
工作原理M934-1單支架型巴氏硬度計是一種壓痕硬度計,壓針壓入試樣表面的深度與材料硬度成反比,利用特定壓針在標準彈簧作用下壓入試樣表面,通過壓入的深度可以表征試樣的硬度。
巴氏硬度可按下式計算:
L
HBa=100 - ────
0.0076
式中:HBa-巴氏硬度符號;
L-壓痕深度(mm);
0.0076是一個巴氏硬度值所代表的壓痕深度(mm);
利用上式得到的巴氏硬度值可直接在儀器屏幕上顯示。
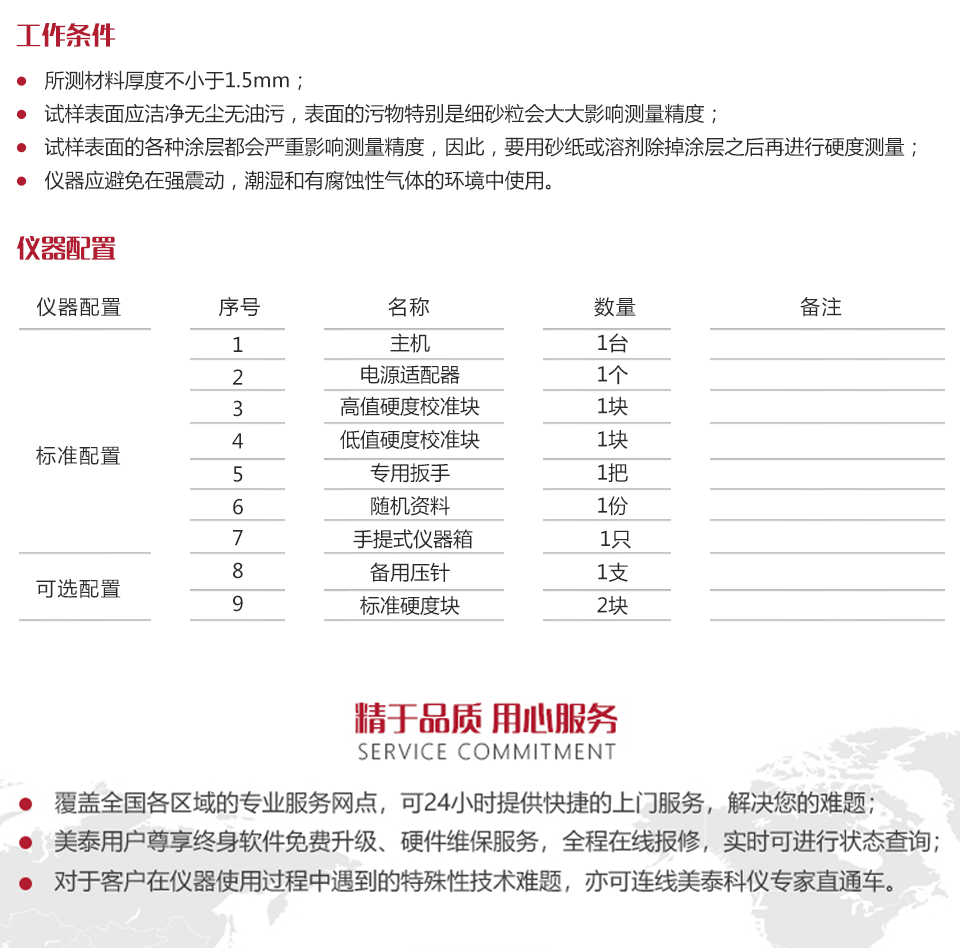
工作條件所測材料厚度不小于1.5mm;
試樣表面應潔凈無塵無油污,表面的污物特別是細砂粒會大大影響測量精度;
試樣表面的各種涂層都會嚴重影響測量精度,因此,要用砂紙或溶劑除掉涂層之后再進行硬度測量;
儀器應避免在強震動,潮濕和有腐蝕性氣體的環境中使用。
儀器特點小型便攜式儀器,體積小、重量輕、單手操作,可快速測量材料的硬度;
簡單易學,無高難技能的操作要求,人為操作對測量結果影響較小,適于在生產現場對材料進行快速硬度檢測;
測試過程不必取樣,能夠無損地檢測材料硬度;
相比韋氏硬度計,測量過程不受工件尺寸厚度限制,可直接在工件表面測量材料硬度;
測量范圍寬,從硬度值較小的純鋁到較硬的鋁合金制品均可測量;
應用面廣,鋁及鋁合金,玻璃鋼,硬塑料等材料硬度值均可測量;硬度計改進型還可用于測量較軟的塑料,金屬,皮革等;
采用支架旋轉定位裝置,極大地提高測量過程中儀器的穩定性,檢測精度高;
數顯式屏幕,讀數方便直觀,絕佳的測量體驗;
符合中國標準GB/T3854-2005,美國標準ASTM B648-2000。
操作方法及注意事項儀器使用
儀器開關機
按住儀器表頭上的開關鍵即可開機,待屏幕顯示“OPE”時表示儀器自檢完成,可進入正常使用。儀器在停止操作5分鐘后自動關機;或按住儀器上的開關鍵直至屏幕顯示OFF松開即關閉儀器電源。
測量方法
儀器開機后手握儀器,將儀器壓針和支架垂直接觸在試樣表面,平穩快速地向下施加足夠接觸壓力,儀器壓針針頭被壓入試樣表面,此時儀器屏幕顯示數值即為材料的巴氏硬度值。松開開關,顯示屏保留本次檢測數值。
本儀器默認硬度單位為巴氏,通過單位轉換按鍵可得到相對應的韋氏、洛氏、維氏、布氏硬度值。也可通過硬度值顯示轉換按鈕預先設置韋氏、洛氏、維氏、布氏硬度單位的其中一種,壓針處于壓入狀態時儀器屏幕顯示默認的巴氏硬度值,壓針針頭抬起屏幕即可顯示預設硬度制式下的硬度值。
充電說明
儀器在使用時如果屏幕出現“BAT”閃爍說明電池電壓已耗盡需要對儀器充電。充電時將儀器附帶的專用充電器的圓形插頭插入儀器表頭上的充電插口內,將充電器插到220V電源上,此時充電器的指示燈顯示紅色表示正在充電。當指示燈轉為綠色時,表示充電完成。
注意:充電時只可使用原廠配備的充電器,否則會損毀儀器甚至導致電池爆炸。
影響測量精度的因素
試樣:試樣表面應做清潔處理,試樣上的污物,特別是細砂粒會影響測量精度;
靈敏度:若待測工件硬度值不在儀器的測量范圍(25HBW~135HBW)之外,儀器測量靈敏度會降低,測量精度不高,此時應考慮使用其他硬度計;
試樣邊緣:測試時測量點到試樣邊緣的距離應大于3mm,靠近試樣邊緣會影響測量精度;
相鄰壓痕:測試時應注意兩相鄰壓痕之間的距離應大于3mm,否則前一個壓痕對后一次測量的精度將產生影響;
氧化膜:即使堅硬的氧化膜很薄,也會對測值精度產生影響;
涂層:儀器表面的各種涂層都會嚴重影響測量精度,因此,要在測量前用砂紙或溶劑除掉涂層之后再進行硬度測量。
使用操作注意事項
測量時試樣表面應與壓針垂直接觸,否則將會產生測量誤差;
測試過程應保持儀器機身穩定無晃動,否則可能造成壓針損壞;
試樣表面應光滑、清潔、無機械損傷。如有需要可對試樣表面做輕度拋光以去除劃痕或涂層;
試樣厚度應不小于1.5mm,測試后試樣支承面上不應有明顯的變形痕跡;
試樣尺寸應保證使壓針尖端到任一邊緣的最小距離不小于3mm;
應確保在當前測試點上壓針周圍3mm內無以前測試留下的舊壓痕;
試樣應放置平穩,小塊試樣應放置在堅硬穩固的襯墊物上(如鋼板、玻璃板等)。試樣不應翹起,測試過程中試樣不應有任何移動或彈性變形;
本儀器采用多次測試獲取平均值的方法測量材料硬度值。試樣材料越軟,測試次數應增多。對于復合材料,測試次數應更多;
在均質材料和非均質材料上對應不同硬度值的推薦測量次數如下表所示。
鋁合金材料上的測量次數(根據ASTM B648-2000)
巴氏硬度值
最小測量次數
50
6
60
5
70
4
80
3
玻璃鋼與硬塑料上的測量次數(根據GB/T3854-2005)
非增強塑料(硬塑料)
增強塑料(玻璃鋼)
20
9
30
29
30
8
40
22
40
7
50
16
50
6
60
10
60
5
70
5
70
4
80
3
儀器校準
本儀器校正分為滿刻度校正和標準試樣校正兩部分。滿刻度校正即是將儀器壓針壓入滿刻度校準塊,通過按動滿刻度校正按鈕使顯示值變為100.0的過程。標準試樣校正即是通過調節窗口調整儀器套筒內的調節螺母,將對置于儀器壓針下的標準試樣施力至止動后把顯示數值調整至標準試樣標示值范圍內的過程。
滿刻度校準
將儀器測頭垂直放置于滿刻度校正塊表面上,加壓于機殼,使壓針全部退回到壓針套內,此時數值應顯示100.0。若示指不符,可按住滿刻度校正按鈕,儀器會自動調整到100.0。松開滿刻度校正按鈕,滿刻度校準完成。
標準試樣校準
在儀器砧座與壓針間放入標準硬度塊,加壓于機殼,檢查數顯值是否與硬度標準塊的標值相吻合,若兩數值相同,松開開關儀器恢復測量前狀態,標準試樣校準即完成。
如數顯值與韋氏硬度標準塊的標值不吻合,本儀器配備有高值塊和低值塊兩個標準硬度塊,高值塊校準時允許偏差±1.0HBa,低值塊校準時允許偏差±2.0HBa,松開開關后,用儀器附帶的內六角扳手旋動手柄上方的調節螺絲,順時針旋動時示值降低,逆時針旋動時示值升高。反復調整直至示值處于硬度塊的范圍內。
更換壓針
隨著儀器的頻繁使用,壓針會發生微量磨損,此時測量值會發生偏差,所以應定期檢查壓針的磨損程度。在儀器進行示值校正時,如果校正之后仍不能同時使兩個硬度塊的測量讀數都在硬度塊標示的范圍內,則說明壓針已發生了較大磨損,壓針長度已小于允許的范圍,此時應更換壓針。
在更換壓針時先點按開關鍵開機,待儀器顯示“OPE”時,再點按一下“MODE”鍵,進入換壓針模式。此時屏幕顯示一個數值(一般在40~80之間)記錄下示數,拆掉機殼螺釘,打開機殼,用儀器附帶的專用扳手(粗端)卡在壓針套上的緊固螺母上,將附帶的六扳手插入專用扳手小頭的小孔內來增加扭力,旋松緊固螺母,再用專用扳手的細端旋下壓針套,取出壓針,裝入新壓針,旋入壓針套,在旋入時注意觀察屏幕數值,直至儀器示數與記錄下的數值接近或吻合時方可用扳手鎖緊緊固螺母。按下開關鍵,退出換壓針模式,更換壓針完成。更換壓針后應重新校正儀器。
校準注意事項
間隔一段時間(1-2周),應檢查一次滿刻度數值,確定壓針是否發生磨損,如滿刻度數值已經發生改變,應進行一次滿刻度校準。當滿刻度值無法調到100.0時,說明儀器已存有故障或壓針嚴重磨損,此時應更換壓針或將儀器寄回生產公司維修;
應經常利用標準硬度塊對儀器硬度測量的精確度進行檢查。發現偏差后進行標準試樣校準;
使用標準硬度塊校準時,應只在硬度塊有標識的表面測試其硬度值,如兩面都使用硬度塊會造成讀數誤差;
測試硬度塊時應避免在距離邊緣或舊壓痕3mm范圍內測試,否則會造成讀數誤差;
在測試時請勿扭動被測件和儀器,否則會造成壓針損壞或折斷,備用的壓針請聯系生產廠商或者前往公司官網購買。
儀器的保養與維護防污損:儀器在使用中應經常用軟布擦拭,除去附著在儀器表面上,特別是顯示屏和套筒支撐面上的灰塵和污物,特別要防止從外殼縫隙或壓針周圍進入污物,否則會影響測量精度或造成故障;
防銹蝕:即使儀器的所有部件在出廠前已經做過防銹蝕處理,若儀器在生產現場長期使用時不注意維保,部分部件也有可能發生銹蝕,使用中應注意,除經常擦拭外,特別要注意防水,多數部件遇水后可能會銹蝕導致儀器損毀;
防跌落:儀器由許多精密部件構成,如果發生跌落,會造成某些部件的永久性損壞;
勿拆卸:每臺儀器需要專業人士的調試與裝配,嚴格的測試,方可確保儀器精準的測量,非專業人員難以掌握。因此,除校準中準拆卸的部件外,不得擅自拆卸;
如儀器長期不使用,應在用完后及時取出電池,以防電池過放電縮短使用壽命。
-


-
量程 0~100HBa 顯示分辨率 0.1 HBa 示值誤差 ±2.0 HBa (42~52 HBa);±1.0 HBa(84~88 HBa) 重復性誤差 ±2.5 HBa(42~52 HBa);±1.5 HBa(84~88 HBa) 測量范圍 25~135HBW 壓針 26°截頭圓錐,端面直徑0.176mm 測量材料 純鋁,鋁合金,玻璃鋼,硬塑料 -

M934-1單支架型巴氏硬度計儀器主機 美泰M934-1單支架型巴氏硬度計,量程0-100HBa,測量精度0.1HBa,測量范圍25~135HBW,儀器重量0.48Kg。可測量大多數鋁及鋁合金,玻璃鋼,硬塑料等材料的硬度值。被廣泛的應用于國內大多數鋁型材,玻璃鋼,硬塑料等材料加工制造行業,許多門窗幕墻企業、工程質檢及技術監督部門。屬于美泰巴氏硬度計的標準配置。 
電源適配器 輸出電壓電流分別為4.2V,2A,適配于美泰巴氏硬度計5號鋰電池,為電池充電。 
標準硬度塊 美泰巴氏硬度計標準硬度塊,分高值校準塊和低值校準塊兩種,高低值同時校準可提高儀器的測量精度,低值校準塊硬度值范圍42~52 HBa,高值校準塊硬度值范圍84~88 HBa, 硬度塊均為直徑25mm左右,厚度2mm左右的圓形薄片。主要用于判定硬度計工作時的誤差是否在國家標準或國際標準允許的誤差范圍內,用于儀器使用前校準,以減小測量誤差。每個標準硬度塊上刻有硬度值均與合格資證一一對應,可保證其國家標準或國際標準的追溯性。標準塊均采用鍍硬化層的工藝特制而成,選材優良,硬度值穩定可靠,是日常硬度檢測及校正應用的標準依據,也是確保儀器進行精準硬度測量必備的配件。屬于美泰巴氏硬度計的標準配置。 
專用扳手 美泰巴氏硬度計專用內六角扳手,直徑規格2mm,主要用于硬度計標準試樣校準和更換壓針。屬于美泰巴氏硬度計的標準配置。 
壓針 美泰巴氏硬度計壓針,采用硬度超高的硬鋼壓針,26°截頭圓錐,端面直徑0.176mm。主要用于壓入被測件表面來測試材料硬度,屬于美泰巴氏硬度計的標準配置。 隨機資料 美泰巴氏硬度計附有專用的隨機裝箱資料。包括產品合格證、保修卡、產品說明書、裝箱清單。隨機資料采用專用的銅版紙印制,說明書的圖文設計美觀、易懂、便于長久保存。注:美泰品牌系列產品的隨機資料均可登陸m.vfpxbr.cn下載電子版。 ABS儀器箱 美泰巴氏硬度計儀器箱,采用ABS工程塑料精制而成,密封防水、抗摔防震,具有耐熱性、耐低溫等優良性能,可有效防御惡劣環境中的油污、粉塵及各種腐蝕,箱體尺寸符合航空、列車攜帶標準(可放于座位底下和行李架上),安全、可靠、穩定。 -
標準硬度塊 美泰巴氏硬度計標準硬度塊,分高值校準塊和低值校準塊兩種,高低值同時校準可提高儀器的測量精度,低值校準塊硬度值范圍42~52 HBa,高值校準塊硬度值范圍84~88 HBa, 硬度塊均為直徑25mm左右,厚度2mm左右的圓形薄片。主要用于判定硬度計工作時的誤差是否在國家標準或國際標準允許的誤差范圍內,用于儀器使用前校準,以減小測量誤差。每個標準硬度塊上刻有硬度值均與合格資證一一對應,可保證其國家標準或國際標準的追溯性。標準塊均采用鍍硬化層的工藝特制而成,選材優良,硬度值穩定可靠,是日常硬度檢測及校正應用的標準依據,也是確保儀器進行精準硬度測量必備的配件。屬于美泰巴氏硬度計的標準配置。 壓針 美泰巴氏硬度計壓針,采用硬度超高的硬鋼壓針,26°截頭圓錐,端面直徑0.176mm。主要用于壓入被測件表面來測試材料硬度,屬于美泰巴氏硬度計的標準配置。

郵箱反饋
如您在和我公司的交往中遇到問題,可通過以下方式和我們取得聯系!
您也可以撥打我們客戶服務熱線:400-0600-280

